公司动态
安装硅钼棒事宜
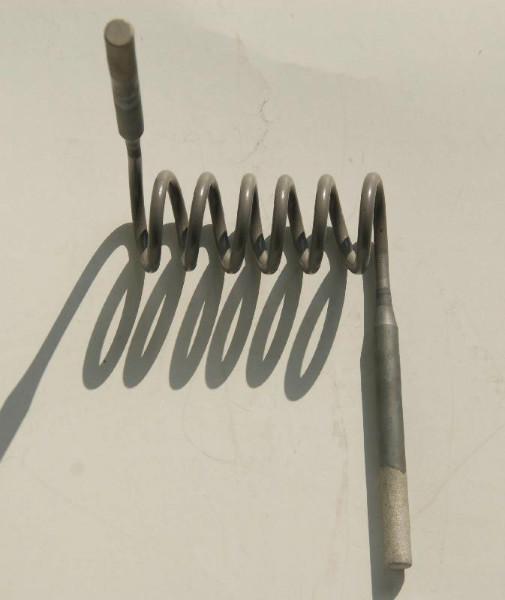
二硅化钼电热元件常温下脆性很大,高温时又有可塑性。所以U型元件的较好安装方法是垂直悬挂,通过支撑夹头将元件垂直悬挂于炉**上。这样安装的目的就是避免将机械应力加到元件发热端上,否则容易引起元件断裂。 支撑夹头分别用于直径9/18mm和直径6/12mm两种元件。整个元件的重量都是由支撑夹头承担,元件的位置也由它决定。因此,必须仔细安装,保证元件垂直悬挂。为避免局部过热,元件下端圆锥部分一定要伸到炉膛内。 接触元件的导线采用铝编织线或多层铝箔。外面的钢板只起夹紧作用,不用来导电。直径6/12mm元件须用单排,而直径9/18mm元件采用双排。导线的末端与母线联结。为了避免应力传到元件上,导线应略大于元件和母线间的直线距离。 安装元件时夹头上的螺丝不要一次拧的太紧,待元件升到高温时再次拧紧,因为这时元件有一定塑性不易折断。夹头部分温度一般不要**200°C。因此,夹头导线与元件接触电压应降低0.1V。为避免幅射热传到夹头,夹头下端和穿砖上面的距离不应小于50mm。为了避免损坏,一般直径6/12mm元件不能长期使用170A,直径9/18mm元件不能长期使用300A 元件安装运行须知 1. 为保炉温和每支元件随负荷均匀,安装前要对元件进行配阻,每组阻值控制在+/-10%以下。 2. 由于碳化硅元件质脆,在安装维修时要小心,以免损坏。 3. 炉子在开始通电运行时,要逐步缓慢升压,不可一次加满负荷,否则会因冲击电流过大造成元件损坏。 4. 使用元件必须配备调压变压器或可控硅调压器及电压、电流表和温度自动控制仪表等。在使用过程中因元件氧化,电阻逐渐增加,为保持炉温正常,应提高使用电压。当电压提高到所用变压器较高限度仍不能满足要求时,可停炉改变元件的接线方式再继续使用。 5.炉子在长期运行过程中,个别元件由于某种原因而损坏需更换时,要根据当时元件阻值增长情况,选补阻值适宜的元件,不可任意取新元件更换。若元件损坏较多或阻值增长过大,无法达到所需炉温时较好全部更换成新元件。换下来的元件重新(用压表、电流表)测标其电阻值,配阻用在低温区。 6.新炉或长时间没有使用的炉子,在使用之前必须烘炉,烘炉时尽可能用旧元件或其它热源。 7.如果烧制器件或材料时,在加热过程中有水分排出,炉子要留有排气孔,以排除炉内的水分或其它有害废气,以免影响元件的使用寿命
cxyhyguitanbang.cn.b2b168.com/m/